MES制造執(zhí)行系統(tǒng)——實(shí)現(xiàn)實(shí)時(shí)化企業(yè)之利器
當(dāng)前位置:點(diǎn)晴教程→閑情逸致
→『 微信好文 』
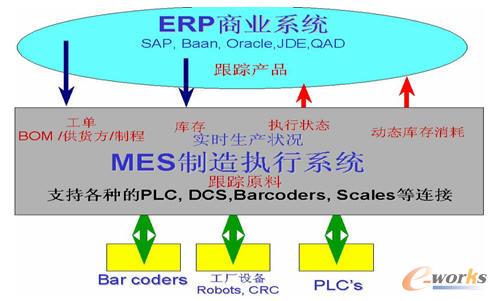
一、MES簡(jiǎn)介 作為世界知名的IT咨詢顧問(wèn)公司,Gartner在2002年末,經(jīng)過(guò)大量不同背景、不同學(xué)科的分析員長(zhǎng)期的調(diào)查研究,Gartner總結(jié)歸納出一個(gè)對(duì)企業(yè)管理必將產(chǎn)生深遠(yuǎn)影響的業(yè)務(wù)概念RTE(實(shí)時(shí)企業(yè))。Gartner將實(shí)時(shí)企業(yè)定義為:實(shí)時(shí)企業(yè)是一家通過(guò)使用最新信息來(lái)積極地消除其關(guān)鍵性業(yè)務(wù)流程中的管理與執(zhí)行中的延遲從而展開(kāi)競(jìng)爭(zhēng)的企業(yè)。但是Gartner只告訴我們什么是RTE,而沒(méi)有告訴我們?cè)鯓拥膶?shí)現(xiàn)RTE。于是大家眾說(shuō)紛紜,如某些軟件公司把自己的ERP軟件加上RTE概念就宣稱自己是RTE解決方案等等,其實(shí)傳統(tǒng)的ERP系統(tǒng)有SFCS(車(chē)間管理)模塊,但是如關(guān)鍵工藝的產(chǎn)量、良率、不良項(xiàng)目等均依賴于生產(chǎn)現(xiàn)場(chǎng)人員手工的統(tǒng)計(jì)、分析與回報(bào)。所以ERP系統(tǒng)無(wú)論如何做都沒(méi)法實(shí)現(xiàn)工廠實(shí)時(shí)化的。如工單到生產(chǎn)現(xiàn)場(chǎng)執(zhí)行之后,工單的進(jìn)度如何?原物料的消耗狀況如何?品質(zhì)狀況如何?設(shè)備的運(yùn)行狀況如何?人員的狀況如何?所有這些。工廠生產(chǎn)現(xiàn)場(chǎng)就像一個(gè)黑箱一樣的,信息回報(bào)不實(shí)時(shí)、不準(zhǔn)確、不穩(wěn)定等;但是MES制造執(zhí)行系統(tǒng)的出現(xiàn)填補(bǔ)了這個(gè)空白,使生產(chǎn)現(xiàn)場(chǎng)透明化,幫助制造企業(yè)實(shí)現(xiàn)實(shí)時(shí)化。 MES制造執(zhí)行系統(tǒng)由美國(guó)制造研究協(xié)會(huì)AMR于90年代初提出:MES(Manufacturing Execution System) ,其定義如下:由一組共享數(shù)據(jù)的程序所組成的、通過(guò)布置在生產(chǎn)現(xiàn)場(chǎng)的專用設(shè)備(條碼采集器、PLC、傳感器、I/O、DCS、RFID、PC等)對(duì)從原材料上線到成品入庫(kù)的生產(chǎn)過(guò)程進(jìn)行實(shí)時(shí)數(shù)據(jù)采集、控制和監(jiān)控的系統(tǒng)。 是通過(guò)控制包括物料、設(shè)備、人員、品質(zhì)、工藝、流程指令和設(shè)施在內(nèi)的所有工廠資源來(lái)提高制造競(jìng)爭(zhēng)力,提供了一種系統(tǒng)地在統(tǒng)一平臺(tái)上集成諸如質(zhì)量控制、文檔管理、生產(chǎn)調(diào)度、設(shè)備管理、制造物流等功能的方式。從而實(shí)現(xiàn)企業(yè)實(shí)時(shí)化的信息系統(tǒng)。MES系統(tǒng)實(shí)時(shí)接受來(lái)自ERP系統(tǒng)的工單、BOM、制程、供貨方、庫(kù)存、制造指令等信息,同時(shí)把生產(chǎn)方法、人員指令、制造指令等下達(dá)給人員、設(shè)備等控制層,再實(shí)時(shí)把生產(chǎn)結(jié)果、人員反饋、設(shè)備操作狀態(tài)與結(jié)果、庫(kù)存狀況、質(zhì)量狀況等動(dòng)態(tài)地反饋給ERP系統(tǒng)。因此MES系統(tǒng)建立起制造企業(yè)的控制層各種設(shè)備、儀器儀表、條碼采集設(shè)備、PLC等和ERP系統(tǒng)之間的橋梁,完全填補(bǔ)從傳感器到ERP之間的溝壑。如下圖示1
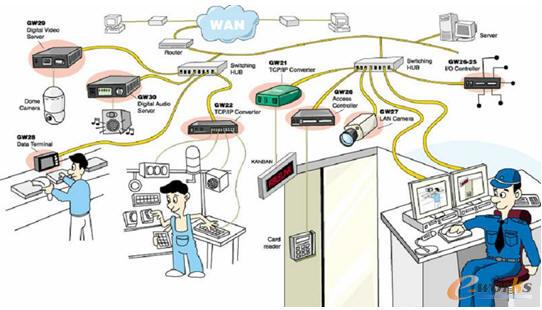
二、MES系統(tǒng)在消費(fèi)性電子制造行業(yè)的應(yīng)用 本人曾經(jīng)參與過(guò)各種不同制造業(yè)(電子、家電、機(jī)械、汽車(chē)、制鞋、制衣等)MES項(xiàng)目的咨詢、規(guī)劃、開(kāi)發(fā)與實(shí)施,本文將消費(fèi)性電子廠代表性案例,就 MES 導(dǎo)入前后狀況進(jìn)行說(shuō)明。希望能給各位有心讀者達(dá)到拋磚引玉、舉一反三的效果。 目前國(guó)內(nèi)家電市場(chǎng)是市場(chǎng)開(kāi)放程度與市場(chǎng)化程度最高的行業(yè),其競(jìng)爭(zhēng)之激烈,恐怕可稱之為完全的市場(chǎng)經(jīng)濟(jì)。產(chǎn)品銷(xiāo)售在這幾年間從生產(chǎn)導(dǎo)向快速地演變成市場(chǎng)導(dǎo)向、競(jìng)爭(zhēng)導(dǎo)向、客戶導(dǎo)向、服務(wù)導(dǎo)向;廠家之間的競(jìng)爭(zhēng)迅速變成了成本、品質(zhì)、服務(wù)之間的競(jìng)爭(zhēng)。近年來(lái)隨著商業(yè)資本的日益強(qiáng)大,其勢(shì)必追求更大的話事權(quán),如蘇寧、國(guó)美、永樂(lè)等家電連鎖的日益壯大給家電制造廠商巨大的降價(jià)壓力;這邊原材料加價(jià)(如:銅、鐵等漲價(jià)超過(guò)40%);龐大的成品庫(kù)存;而銷(xiāo)售、市場(chǎng)費(fèi)用只能增不能減等等,所有這些因素大大壓縮了家電制造廠商的利潤(rùn),逼使家電制造廠商去采用新的管理手段與方法應(yīng)用于生產(chǎn)現(xiàn)場(chǎng)來(lái)提升產(chǎn)品品質(zhì)、降低產(chǎn)品制造成本。因而也使得生產(chǎn)現(xiàn)場(chǎng)的狀況起了很大的變化,傳統(tǒng)現(xiàn)場(chǎng)管理方式己無(wú)法應(yīng)付這新的局面,我們可將目前生產(chǎn)型態(tài)及引申的問(wèn)題歸納成以下幾點(diǎn): (1)產(chǎn)品生命周期縮短 該電子廠有500多人研發(fā)隊(duì)伍,共同致力改進(jìn)現(xiàn)有產(chǎn)品功能及新產(chǎn)品研究,迎合市場(chǎng)需求。每年推出的新產(chǎn)品成千上萬(wàn)種,并且推出新產(chǎn)品的周期越來(lái)越短。產(chǎn)品汰舊換新加速迫使產(chǎn)品設(shè)計(jì),工程及生產(chǎn)部門(mén)之間的關(guān)系越來(lái)越緊密。生產(chǎn)單位不斷面臨新的零組件,新的設(shè)備,新的制造流程及經(jīng)常性的工程變更,生產(chǎn)現(xiàn)場(chǎng)需要一套實(shí)時(shí)生產(chǎn)指示系統(tǒng),有效地指引生產(chǎn)人員作業(yè)規(guī)范,同時(shí)能正確迅速地將生產(chǎn)狀況反應(yīng)給設(shè)計(jì)制造部門(mén),及時(shí)找出新產(chǎn)品生產(chǎn)問(wèn)題。 (2)少量多樣生產(chǎn)型態(tài) 該電子廠除了大量生產(chǎn)自己公司的自有品牌產(chǎn)品之外,還為Dell、HP、IBM、GE、Phlips等大廠做大量的OEM/ODM代工生產(chǎn),生產(chǎn)線達(dá)15條之多,每天每條生產(chǎn)線生產(chǎn)的工單有10多張,由于少量多樣的生產(chǎn)型態(tài),現(xiàn)場(chǎng)隨時(shí)充斥著眾多不同的制造工單,不同的在制品、零組件,生產(chǎn)單位必須具備混線生產(chǎn)能力,彈性而有效率地在一天當(dāng)中應(yīng)付不同產(chǎn)品生產(chǎn)所需。 (3)市場(chǎng)變化快速難以預(yù)測(cè) 消費(fèi)電子產(chǎn)品是國(guó)際競(jìng)爭(zhēng)壓力大的產(chǎn)品,市場(chǎng)變化快。銷(xiāo)售部門(mén)的銷(xiāo)售計(jì)劃經(jīng)常變化,客戶的銷(xiāo)售預(yù)測(cè)、訂單更是經(jīng)常變化。商場(chǎng)如戰(zhàn)場(chǎng),過(guò)去大規(guī)模正規(guī)作戰(zhàn)已不復(fù)見(jiàn),而現(xiàn)在強(qiáng)調(diào)的是快速反擊部隊(duì),能應(yīng)付全球各地突發(fā)狀況。生產(chǎn)現(xiàn)場(chǎng)也是要能機(jī)動(dòng)地應(yīng)付變化快速難以預(yù)測(cè)的訂單式生產(chǎn)型態(tài)。 (4)國(guó)際性競(jìng)爭(zhēng),日益激烈 中國(guó)大陸加入WTO,經(jīng)濟(jì)的發(fā)展國(guó)際化腳步進(jìn)一步加快,所面臨的不僅是國(guó)內(nèi)競(jìng)爭(zhēng)而是面對(duì)全球各地一流產(chǎn)品的競(jìng)爭(zhēng)壓力。就生產(chǎn)而言,所面臨的是要不斷提升產(chǎn)質(zhì)量及降低生產(chǎn)成本。過(guò)去老板生意好做,只把生產(chǎn)現(xiàn)場(chǎng)當(dāng)作是一黑箱作業(yè),如今在競(jìng)爭(zhēng)壓力下必須將此黑箱作業(yè)透明化,找出任何影響質(zhì)量及成本的問(wèn)題,并尋求具體的對(duì)策。 (5)原材料供應(yīng)JIT化需求 由于產(chǎn)品品種多、生命周期短,為了降低原材料庫(kù)存,該廠要求其大部分供應(yīng)商在其周?chē)O(shè)周轉(zhuǎn)倉(cāng)。但其生產(chǎn)線有需要的話,供應(yīng)商才送貨。其靠提高送貨頻率來(lái)降低原材料成本,這要求供應(yīng)商能實(shí)時(shí)了解該廠的動(dòng)態(tài)庫(kù)存,因此眾多供應(yīng)商希望能通過(guò)該廠門(mén)戶網(wǎng)站實(shí)時(shí)了解其原材料在該廠各個(gè)倉(cāng)庫(kù)及生產(chǎn)現(xiàn)場(chǎng)的動(dòng)態(tài)消耗狀況。 (6)客戶實(shí)時(shí)信息需求 該廠為Dell、HP、IBM、GE、Phlips等大廠做大量的OEM/ODM代工生產(chǎn),這些國(guó)際性的大公司要求能看到其向該廠所下訂單的生產(chǎn)進(jìn)度以及訂單的品質(zhì)分析報(bào)告(SPC圖表)。 該系統(tǒng)以條碼(barcode)為主要方式數(shù)據(jù)采集方式,結(jié)合各種數(shù)據(jù)機(jī)床、測(cè)試儀器等設(shè)備采集生產(chǎn)實(shí)時(shí)數(shù)據(jù),實(shí)現(xiàn)對(duì)生產(chǎn)流程的控制,對(duì)品質(zhì)的監(jiān)控,并對(duì)生產(chǎn)數(shù)據(jù)進(jìn)行收集、分析和整理以提供管理所需的報(bào)表。 1、基于TCP/IP智能工廠 中江聯(lián)合信息技術(shù)公司是國(guó)內(nèi)專業(yè)從事MES軟件產(chǎn)品的高新軟件企業(yè),其根據(jù)客戶生產(chǎn)現(xiàn)場(chǎng)管理的需求,提出了基于TCP/IP智能化工廠解決方案。把工廠現(xiàn)場(chǎng)的影像監(jiān)控、電子看板系統(tǒng)、現(xiàn)場(chǎng)廣播系統(tǒng)、條碼采集系統(tǒng)、各種現(xiàn)場(chǎng)自動(dòng)化設(shè)備以及監(jiān)控電腦、門(mén)禁考勤系統(tǒng)等全部整合在基于TCP/IP以太網(wǎng)上,實(shí)現(xiàn)了工廠監(jiān)控、控制、管理的一體化。如下圖:
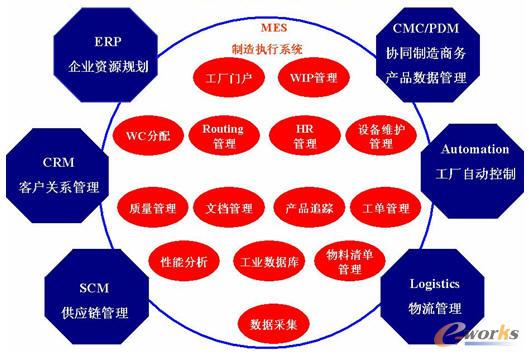
2、實(shí)現(xiàn)功能 該場(chǎng)MES系統(tǒng)實(shí)現(xiàn)了十四個(gè)主要的MES功能模塊,包括:工廠門(mén)戶、工序詳細(xì)調(diào)度、WIP資源分配和狀態(tài)管理、WC生產(chǎn)單元分配、過(guò)程管理、HR人力資源管理、設(shè)備維護(hù)管理、質(zhì)量管理、文檔管理、產(chǎn)品跟蹤、物料清單管理、性能分析、工業(yè)數(shù)據(jù)庫(kù)和數(shù)據(jù)采集。MES的功能模型如圖所示。
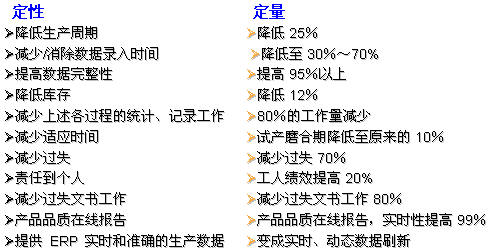
MES功能模型 MES不是一個(gè)獨(dú)立的系統(tǒng),而是整個(gè)企業(yè)信息化中的重要組成部分,其跟企業(yè)的ERP、CRM、SCM、Logistics、Aotumation、 CMC/PDM都有密切的管理,共同組成整個(gè)企業(yè)的信息化系統(tǒng)。MES系統(tǒng)各模塊的功能簡(jiǎn)述如下: (1)工廠門(mén)戶:供應(yīng)商、客戶、工廠各級(jí)管理人員、工人、工程師等均可以在該模塊了解到工廠的實(shí)時(shí)運(yùn)行信息。 (2)WIP資源分配和狀態(tài)管理: 指導(dǎo)勞動(dòng)者,機(jī)器,工具和物料如何協(xié)調(diào)的進(jìn)行生產(chǎn),并跟蹤其現(xiàn)在的工作狀態(tài)和剛剛完工情況。基于計(jì)劃和實(shí)際產(chǎn)品制造活動(dòng)來(lái)指導(dǎo)工廠的工作流程。這一模塊的功能實(shí)際上也可由生產(chǎn)單元分配和質(zhì)量管理來(lái)實(shí)現(xiàn)。這里是作為一個(gè)單獨(dú)的系統(tǒng)來(lái)實(shí)現(xiàn)。 (3)WC生產(chǎn)單元分配:通過(guò)生產(chǎn)指令將物料或加工命令送到某一加工單元開(kāi)始工序或工步的操作。 (4)Routing工序詳細(xì)調(diào)度:定義產(chǎn)品的加工工藝與流程,通過(guò)基于有限資源能力的作業(yè)排序和調(diào)度來(lái)優(yōu)化車(chē)間性能。 (5)HR人力資源管理:提供按分鐘級(jí)更新的員工狀態(tài)信息數(shù)據(jù)(工時(shí),出勤等),基于人員資歷,工作模式,業(yè)務(wù)需求的變化來(lái)指導(dǎo)人員的工作。 (6)維護(hù)管理: 通過(guò)活動(dòng)監(jiān)控和指導(dǎo)保證機(jī)器和其它資產(chǎn)設(shè)備的正常運(yùn)轉(zhuǎn)以實(shí)現(xiàn)工廠的執(zhí)行目標(biāo)。 (7)質(zhì)量管理: 根據(jù)工程目標(biāo)來(lái)實(shí)時(shí)記錄,跟蹤和分析產(chǎn)品和加工過(guò)程的質(zhì)量,以保證產(chǎn)品的質(zhì)量控制和確定生產(chǎn)中需要注意的問(wèn)題。采用QC七大手法、SPC對(duì)品質(zhì)進(jìn)行分析、統(tǒng)計(jì),進(jìn)而改善品質(zhì)。 (8) 文檔管理: 管理和分發(fā)與產(chǎn)品,工藝規(guī)程,設(shè)計(jì),SOP,或工作令有關(guān)的信息,同時(shí)也收集與工作和環(huán)境有關(guān)的標(biāo)準(zhǔn)信息。 (9)產(chǎn)品跟蹤: 通過(guò)監(jiān)視工件在任意時(shí)刻的位置和狀態(tài)來(lái)獲取每一個(gè)產(chǎn)品的歷史紀(jì)錄,該記錄向用戶提供產(chǎn)品組及每個(gè)最終產(chǎn)品使用情況的可追溯性。 (10)工單管理:對(duì)ERP排產(chǎn)后的工單進(jìn)行實(shí)時(shí)跟蹤與管理,了解其生產(chǎn)進(jìn)度、品質(zhì)狀況等信息。 (11)性能分析:將實(shí)際制造過(guò)程測(cè)定的結(jié)果與過(guò)去的歷史記錄和企業(yè)制定的目標(biāo)以及客戶的要求進(jìn)行比較。其輸出的報(bào)告或在線顯示用以輔助性能的改進(jìn)和提高。 (12)工業(yè)數(shù)據(jù)庫(kù):對(duì)生產(chǎn)現(xiàn)場(chǎng)采集上來(lái)的海量工業(yè)實(shí)時(shí)數(shù)據(jù)進(jìn)存儲(chǔ)、壓縮、檢索、備份、恢復(fù)等管理。 (13)產(chǎn)品清單管理:將生產(chǎn)中用到的原材料、半成品的標(biāo)準(zhǔn)用量、供應(yīng)商、批次等進(jìn)行管理,再根據(jù)實(shí)際的用量、供應(yīng)商、批次等進(jìn)行比較,為動(dòng)態(tài)庫(kù)存、JIT供應(yīng)提供支持。 (14)數(shù)據(jù)采集: 監(jiān)視,收集和組織來(lái)自人員,機(jī)器和底層控制操作數(shù)據(jù)以及工序,物料信息。這些數(shù)據(jù)可由車(chē)間手工錄入或由各種自動(dòng)方式獲取。 3、實(shí)施MES后的前后比較 結(jié)合企業(yè)目前的生產(chǎn)管理現(xiàn)狀和需求,我們對(duì)MES上線前和上線后的生產(chǎn)現(xiàn)場(chǎng)管理進(jìn)行比較,從中不難看出MES的效益來(lái)。 (1)流程卡管理 導(dǎo)入前: 目前企業(yè)在生產(chǎn)中沒(méi)有實(shí)行這一制度,在一般的電子、家電業(yè)中都會(huì)實(shí)行流程卡的管理。每一在制品附一流程卡片,作業(yè)員完成一制程須將日期、人員、生產(chǎn)信息填寫(xiě)在流程卡上,在成品包裝前,收集起來(lái),以備日后維修查詢之用。 導(dǎo)入后: 不但能把流程卡管理這一制度建立起來(lái),同時(shí)因?yàn)橄到y(tǒng)的大部分生產(chǎn)數(shù)據(jù)的收集均通過(guò)條碼設(shè)備、自動(dòng)化設(shè)備,大大加快了數(shù)據(jù)收集的速度,生產(chǎn)線的效率不但沒(méi)有降低,反而得到了大大的提高。每一流程卡附上該在制品序號(hào)條形碼,作業(yè)員完成一制程后,利用條形碼輸入序號(hào),及生產(chǎn)數(shù)據(jù)(例如:不良代碼也印制成條形碼),MES自動(dòng)并入時(shí)間,工作站,人員資料,存入流程卡數(shù)據(jù)庫(kù)中。 (2)工單追蹤管理 導(dǎo)入前: 利用每日生產(chǎn)表格由生產(chǎn)單位組長(zhǎng)填寫(xiě)各工單投入產(chǎn)出,人員出勤等資料,再匯總計(jì)算出各制令進(jìn)度。然而組裝生產(chǎn)線流程快速,生產(chǎn)主管永遠(yuǎn)無(wú)法得知各工單目前的進(jìn)度。 導(dǎo)入后: 每站(需管制的站點(diǎn))需刷流程卡序號(hào),計(jì)算機(jī)可自動(dòng)計(jì)算出其所屬工單在各生產(chǎn)單位詳細(xì)過(guò)程及最近狀況,主管辦公室之計(jì)算機(jī)可得知全廠一分鐘前工單最新?tīng)顩r。如果主管遠(yuǎn)在國(guó)外,只要其能進(jìn)入MES工廠門(mén)戶系統(tǒng),了解整個(gè)工廠的工單運(yùn)行情況變成了彈指之間的事。 (3)在制品追蹤管理 導(dǎo)入前: 目前企業(yè)沒(méi)有對(duì)WIP倉(cāng)庫(kù)進(jìn)行有效的管理,常造成一堆不良品、待修品積壓在現(xiàn)場(chǎng)。 導(dǎo)入后: 利用流程卡完整數(shù)據(jù),SFCS可追蹤每一在制品最新位置、狀態(tài),統(tǒng)計(jì)整理后,可以依制令別,產(chǎn)品別或現(xiàn)場(chǎng)區(qū)段,追蹤在制品分布狀況。 (4)設(shè)備管理 導(dǎo)入前: 不同機(jī)種設(shè)備時(shí)間長(zhǎng)短不同,雖然設(shè)備多用PLC控制,自動(dòng)輸送帶控制, 但是仍須由人在現(xiàn)場(chǎng)操作,掌握信息不足,無(wú)法對(duì)設(shè)備做有效地利用。 導(dǎo)入后: 透過(guò)中江聯(lián)合MES與生產(chǎn)設(shè)備聯(lián)機(jī),可以利用MES直接控制PLC,進(jìn),可以有效掌握設(shè)備時(shí)間及空間利用。 (5)包裝監(jiān)督 導(dǎo)入前: 相同產(chǎn)品,因不同地區(qū)客戶,需配置不同文字手冊(cè),電源等包裝材料,但因混線生產(chǎn),易生錯(cuò)誤(如放置兩本文字手冊(cè)、電源線多放了一條等)。 導(dǎo)入后: 可立即給予包裝人員明確包裝指示,避免疏忽,或是進(jìn)一步整合防呆系統(tǒng)可進(jìn)一步當(dāng)錯(cuò)誤時(shí)立即發(fā)出警示。 (6)品質(zhì)監(jiān)控管理 導(dǎo)入前: 品質(zhì)資料由品管站輸入品質(zhì)表格中,但因是人工填寫(xiě),資料有限,而完整的檢修資料是填寫(xiě)在流程卡中,數(shù)量多,少有工廠輸入計(jì)算機(jī),因此多是事后整理品質(zhì)報(bào)表做為未來(lái)品質(zhì)改善,但又因數(shù)據(jù)不完整、不正確, 不容易找到真正原因。 根據(jù)我們與企業(yè)的交流與生產(chǎn)現(xiàn)場(chǎng)參觀,品質(zhì)狀況得不到實(shí)時(shí)的更新,品質(zhì)管控中所需要的P管制圖、Pn管制圖、 -R管制圖等重要的品質(zhì)圖表均有人工事后繪制,不能實(shí)時(shí)了解生產(chǎn)現(xiàn)場(chǎng)的狀況,各種品質(zhì)管制圖幾天得不到更新。 導(dǎo)入后: 檢測(cè)修護(hù)、維修資料全由條形碼,或計(jì)算機(jī)立即輸入,或從測(cè)試檢測(cè)儀器中實(shí)時(shí)取出數(shù)據(jù)進(jìn)行分析,現(xiàn)場(chǎng)可連接品質(zhì)看板,實(shí)時(shí)顯示最新品質(zhì)狀況,并可做完整詳細(xì)統(tǒng)計(jì)分析,有效找出品質(zhì)問(wèn)題。為品管部門(mén)提供實(shí)時(shí)、動(dòng)態(tài)的P管制圖、Pn管制圖、 -R管制圖;再也不用為了要向客戶提供這些管制圖而手忙腳亂了。 (7)出貨管理 導(dǎo)入前: 須利用人工記錄那些出貨序號(hào),給那一位客戶,以做售后服務(wù),也因缺乏實(shí)時(shí)核對(duì)能力,常在出貨之機(jī)種及數(shù)量上發(fā)生錯(cuò)誤,造成不小的損失。 導(dǎo)入后: 出貨同時(shí),刷讀外箱序號(hào)條形碼,可立即核對(duì),如不符出貨條件,可立即告之出貨人員。同時(shí)把出貨信息上傳ERP系統(tǒng)。 (8)自動(dòng)化設(shè)備整合 導(dǎo)入前: 企業(yè)用的SMT、ICT、AI、ATE等設(shè)備多獨(dú)立運(yùn)作,效益不高,設(shè)備管理也不佳。 導(dǎo)入后: 將MES與SMT、AI 等整合,可自動(dòng)得取生產(chǎn)資訊及設(shè)備狀況,與ICT、ATE等整合,可自動(dòng)得取測(cè)試資料。 (9)現(xiàn)場(chǎng)物料管理 導(dǎo)入前: 企業(yè)每天一條線生產(chǎn)10多張工單,因混線生產(chǎn),無(wú)法掌握實(shí)際生產(chǎn)狀況,常發(fā)生造缺料停線。 導(dǎo)入后: MES可以隨時(shí)掌握最新各制令,各機(jī)種組裝數(shù)量,可以實(shí)時(shí)計(jì)算出現(xiàn)場(chǎng)物料狀況,以預(yù)做供料準(zhǔn)備,有效降低這方面人力及缺料現(xiàn)象。 (10)售后服務(wù) 導(dǎo)入前: 也不知其何時(shí)出貨,很難提供有效的售后服務(wù)。客戶回修之產(chǎn)品,企業(yè)可以方便地找出出貨時(shí)間、出貨客戶(有出貨條碼管理系統(tǒng));但如果想了解該產(chǎn)品在生產(chǎn)時(shí)的信息,由于出貨沒(méi)有與生產(chǎn)數(shù)據(jù)進(jìn)行整合,要找出其原來(lái)的生產(chǎn)信息,須花費(fèi)相當(dāng)大的人力。 導(dǎo)入后: MES提供追蹤功能,可以掌握每一成品完整流程卡資料、當(dāng)時(shí)生產(chǎn)現(xiàn)場(chǎng)的狀況及出貨時(shí)間、出貨客戶,追蹤成品在生產(chǎn)中的各種記錄,可提供客戶完整的售后服務(wù)。 (11)原料入庫(kù)管理 如果要進(jìn)行原料入庫(kù)方面的管控,MES可以有專門(mén)的原材料入庫(kù)管理模塊。我們認(rèn)為只要對(duì)主要的原材料進(jìn)行條碼管理,次要的只要進(jìn)行批號(hào)管理就可以了。當(dāng)主要原材料進(jìn)行驗(yàn)收時(shí),對(duì)其進(jìn)行掃描,系統(tǒng)根據(jù)其提供的資料,對(duì)其按產(chǎn)品、規(guī)格進(jìn)行匯總,同時(shí),系統(tǒng)會(huì)與ERP進(jìn)行接口,將數(shù)據(jù)寫(xiě)入到ERP的原料庫(kù)存檔中。 (12)效益總結(jié) 總體上來(lái)說(shuō),品質(zhì)得以實(shí)時(shí)改善提升,制造成本受控,交期縮短;同時(shí)由于該 MES系統(tǒng)提供給大客戶查詢其訂單實(shí)時(shí)進(jìn)度、訂單的詳細(xì)品質(zhì)記錄、各種品質(zhì)管制圖表,因此大客戶認(rèn)為其是一個(gè)數(shù)字化的現(xiàn)代化工廠,能讓他們隨時(shí)隨地了解工廠的產(chǎn)能狀況、訂單生產(chǎn)進(jìn)度、足夠詳細(xì)的品質(zhì)記錄分析報(bào)告,進(jìn)而給該工廠更多的訂單。 4、實(shí)施MES的效益分析
三、結(jié) 論 制造執(zhí)行系統(tǒng)(MES)軟件彌合了企業(yè)計(jì)劃層和生產(chǎn)車(chē)間過(guò)程控制系統(tǒng)之間的間隔,是制造過(guò)程信息集成的紐帶。MES通過(guò)強(qiáng)調(diào)制造過(guò)程的整體優(yōu)化來(lái)幫助企業(yè)實(shí)施完整的閉環(huán)生產(chǎn),同時(shí)也為敏捷制造企業(yè)的實(shí)施提供了良好的基礎(chǔ)。大力推動(dòng)MES在制造企業(yè)的應(yīng)用,將對(duì)我國(guó)成為世界制造中心作出貢獻(xiàn)。 該文章在 2012/12/13 22:37:28 編輯過(guò) |
關(guān)鍵字查詢
相關(guān)文章
正在查詢... 晴ERP是一款針對(duì)中小制造業(yè)的專業(yè)生產(chǎn)管理軟件系統(tǒng),系統(tǒng)成熟度和易用性得到了國(guó)內(nèi)大量中小企業(yè)的青睞。")
晴PMS碼頭管理系統(tǒng)主要針對(duì)港口碼頭集裝箱與散貨日常運(yùn)作、調(diào)度、堆場(chǎng)、車(chē)隊(duì)、財(cái)務(wù)費(fèi)用、相關(guān)報(bào)表等業(yè)務(wù)管理,結(jié)合碼頭的業(yè)務(wù)特點(diǎn),圍繞調(diào)度、堆場(chǎng)作業(yè)而開(kāi)發(fā)的。集技術(shù)的先進(jìn)性、管理的有效性于一體,是物流碼頭及其他港口類(lèi)企業(yè)的高效ERP管理信息系統(tǒng)。")
晴WMS倉(cāng)儲(chǔ)管理系統(tǒng)提供了貨物產(chǎn)品管理,銷(xiāo)售管理,采購(gòu)管理,倉(cāng)儲(chǔ)管理,倉(cāng)庫(kù)管理,保質(zhì)期管理,貨位管理,庫(kù)位管理,生產(chǎn)管理,WMS管理系統(tǒng),標(biāo)簽打印,條形碼,二維碼管理,批號(hào)管理軟件。")
晴免費(fèi)OA是一款軟件和通用服務(wù)都免費(fèi),不限功能、不限時(shí)間、不限用戶的免費(fèi)OA協(xié)同辦公管理系統(tǒng)。")
|


 400 186 1886
400 186 1886
晴公司官網(wǎng)")